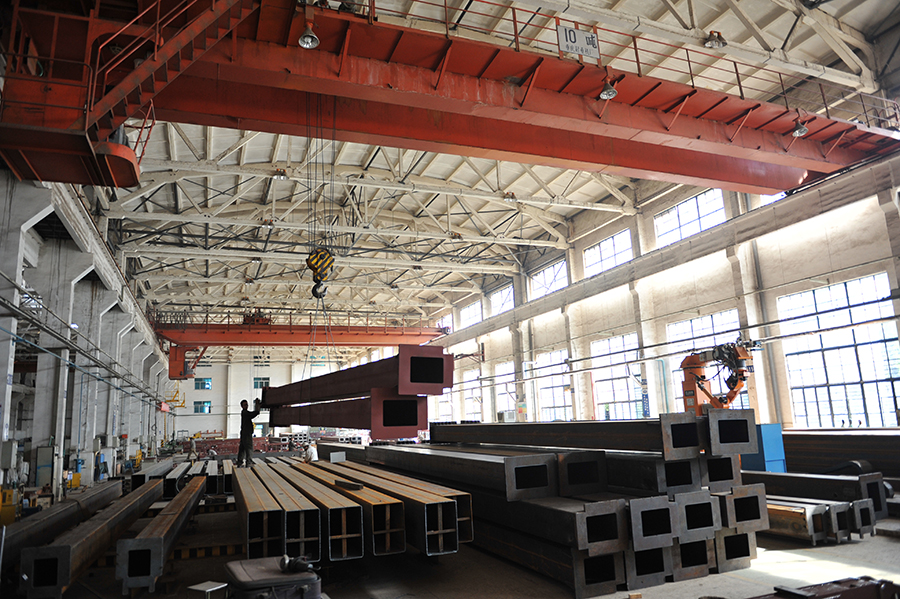
郴州复烤厂易地技改配方库的4台堆垛机,是每台6节双立柱的重载机,高度近30米,单根立柱由于截面积700mm×400mm)。因尺寸特殊,没有现成的型材可用,只能用钢板自制拼接而成。但按照按照原有工艺,仅这次加工立柱所需的96件板经下料、刨边、打砂等过程,再加上变形校正等环节,至少需要1个月的时间,而接下来在焊接板材过程中要使用工装,经过找正工装、装夹、再找正、焊接、拆卸工装、立柱校型等繁琐流程,每一道工序上下工装都需要3天,这样根本无法按时完成生产任务。
在“时间、成本和质量”都有严格要求的情况下,承担生产任务的昆船二机公司二分厂,只有一条路可走,“既找到一种既简单易行又能满足技术要求的方法”。有道是:“不逼自己一把,你就不知道自己有多优秀”。很快二分厂领导组织具有丰富堆垛机立柱生产加工经验的鲁茸达瓦师傅和他带领的铆焊一班,会同有关部门及技术人员,开始了技术攻关。大家群策群力,反复研究试验,终于找到了一种可以省去校型环节、不受方管尺寸限制的全新加工方法。
首先,在下料环节通过工装发挥切割设备性能,保证了切割下料的立柱板尺寸满足图纸要求,直线度在4mm以内,省去板料刨边工艺,避免了刨边后的变形;其次,在板料底板上点焊定位块,然后利用定位块焊接隔板,保证了立柱达到直线度在0.5mm以内的标准;接下来对盖板点焊固定,立柱箱型梁成型后,检查直线度在3mm以内,垂直度在1mm以内,达到技术要求,完全满足使用条件;最后在截面上用焊接机器人将4条焊缝焊好。完成后的堆垛机立柱经过技术人员的检测,达到了设计要求,试验取得了成功。按照新工艺进行的立柱生产加工已经接近尾声。
这种“以不变应万变”的生产加工理念,不仅减少了加工程序,让因变形后的校型工序成为过去,而且节约了人力物力,降低了生产成本,缩短了生产周期,为按时履约合同赢得了宝贵的时间。(昆船二机:蒋燕婷)